 容大客户服务热线
17766358885
容大客户服务热线
17766358885









GB/T15260-2016金属和合金的腐蚀镍合金晶间腐蚀试验方法
金属和合金的腐蚀镍合金晶间腐蚀试验方法
1范围
本标准规定了镍合金(铁镍基、镍基)晶间腐蚀试验方法的试样、试验设备、适用范围、试验溶液、试验程序和试验结果评定及试验报告。本标准包括以下四种试验方法:
a)方法 A:硫酸铁( II )-硫酸试验;
b)方法B:铜-硫酸铜-16%硫酸试验;
c)方法C:盐酸试验;
d)方法D:硝酸试验。
本标准适用于腐蚀环境中所使用的镍合金。四种方法的选择、合金的敏化处理制度以及结果的判据等由合金的供需双方协商。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 622化学试剂盐酸
GB/T 625化学试剂硫酸
GB/T 626化学试剂 硝酸
GB/T 665化学试剂 硫酸铜
3总则
3.1取样及制备
3.1.1方法A.C.D推荐试样总面积为500mm2~2000mm2.试样侧面积与两大面的面积之比应不大于20%。焊接试样应包括焊缝、热影响区和母材金属,两边的母材金属均不大于13mm。
3.1.2 方法B推荐弯曲试样尺寸:长80 mm~100 mm.宽20 mm,厚3 mm~4 mm(宽度或厚度不足推荐尺寸的试样按实际尺寸取样)。外径不大于40 mm的管材取整管试样,长度取25 mm。方法B应以原始表面作为弯曲的外表面。
3.1.3 试样应沿锻轧方向选取,表面应尽可能接近材料服役时的表面。如果需要,允许对试样进行表面加工,表面粗糙度一般为Ra≤0.80 pm。
3.1.4剪切取样时,试验前应采用研磨或机加工去除变形的金属。试样在加工过程中应防止过热。
3.1.5试验前试样应用非氯化物溶剂脱脂、冲洗并干燥。
GB/T 15260- -2016
3.2.2敏化处理制度应由供需双方协商。
3.2.3敏化处理应在试样精加工前进行。
3.2.4不需进行敏化处理的试样应模拟最终使用条件的状态进行试验。对需要进行焊接或热处理的
合金材料,应尽量用与材料制造或服役使用所经历的相同处理方式进行处理。
3.2.5试验前以研磨的方式将敏化处理后试样.上的氧化皮除掉。
3.3试验设备
3.3.1试验装 置
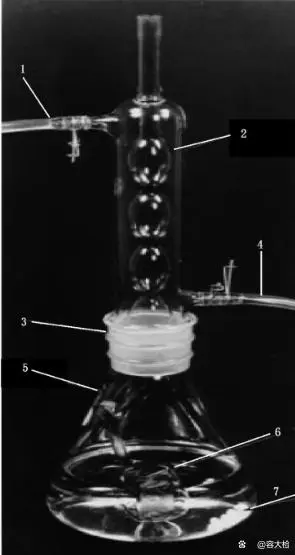
图1和图2是推荐的两种试验装置。图1是容量为1L带至少四节冷凝球的索氏或阿氏冷凝器的磨口烧瓶。图2是配有冷指形冷凝器的1L锥形瓶试验装置。冷凝器应由硼硅酸玻璃或等效的耐热玻璃制成.锥形瓶应带冷凝器。方法D宜采用图2的试验装置。
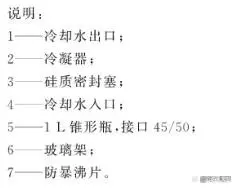
3.3.2 广口锥形瓶
带有45/50磨口接头,容积1 L的广口锥形瓶。
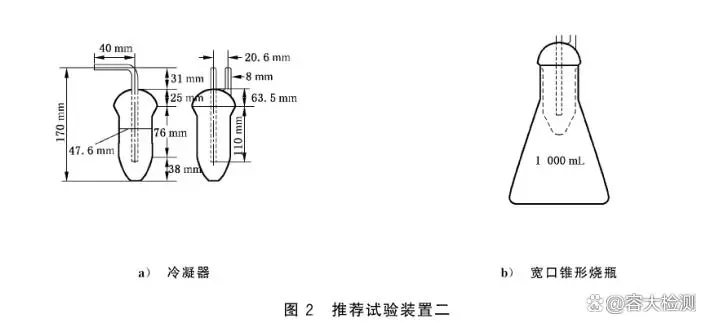
3.3.3 试样支架
玻璃杯箍.U型卡槽或料槽,在试验进行期间,完全浸没于长颈瓶中,应使在同- -容器中被测试样.
彼此不接触。图3为支架示意图,图4为推荐的两种玻璃支架,用来在试验溶液中支撑试样。
3.3.4加 热装置
加热试验溶液并在整个试验期间使溶液保持沸腾的装置。
3.3.5分析天平 .
分析天平的精度应不低于0.001 g。

容大检测晶间腐蚀实验室
4测试实验室
容大检测具有多年的材料腐蚀研究积累和先进的试验仪器,可为用户提供GB/T15260-2016金属和合金的腐蚀镍合金晶间腐蚀检验认证测试服务。
涉及测试:晶间腐蚀
标签:

 苏公网安备 32020502000190号
苏公网安备 32020502000190号